Tin rao vặt: Thông số dao tiện cắt đứt và tiện rãnh
-
22-02-2023, 03:06 PM #1
 Thành viên cao cấp
Thành viên cao cấp
- Ngày tham gia
- Aug 2018
- Bài viết
- 168
Thông số dao tiện cắt đứt và tiện rãnh
Thông số dao tiện cắt đứt và tiện rãnh
CAD/CAM VIỆT NAM là Đại lý chính thức của KYOCERA ở Việt Nam.
dụng cụ cắt Kyocera (Nhật Bản) với chất lượng thích hợp sở hữu hệ thống máy móc, máy tiện cnc 3 trục nhà máy ở Việt Nam và giá bán giá tiền khó khăn phải được phần lớn công ty gia công cơ khí tin sử dụng có rộng rãi ưu điểm nhấn và thương xuyên được cải tiến như:
Lực cắt nhẹ và giảm tiếng ồn bằng bề ngoài lưỡi cắt dung nhan
Tuổi thọ dao cụ cao nhờ chất nền hợp kim đặc thù
Chất nền mới mang độ ổn định cao giúp giảm tính năng bị nứt vỡ.
Bề mặt được mài dung nhan, hệ số ma sát tốt giúp giảm hiện tượng lẹo dao.
Phương phá tiện ren
Trong bí quyết tiện ren CNC bắt buộc sở hữu trục chính quay thuận chiều (quay chiểu phải), công cụ cắt (theo chiều) phải được kẹp trước tâm tiện. Đài dao (giá dao) ở sau tâm tiện dụng cụ cắt được kẹp trở ngược đầu (Hình 1). tại tiện ren CNC trái thì chiều một thể và vị trí của dụng cụ cắt trái được thay đổi cho thích hợp.
Dữ liệu – tham số cắt
Độ to của bước dẫn tiến rtương ứng có bước răng p. Trong gia công cắt ren hành trình cắt được thực hiện tương hỗ nhiểu lẩn, trên máy nhân thể NC thường ứng dụng dịch chỉnh cạnh biên ren được thay đổi (dịch chỉnh ngang) (Hình một, trang 541). số lần hành trình cắt tùy thuộc vào độ to của tiết diện răng và bước răng (Bảng 1).
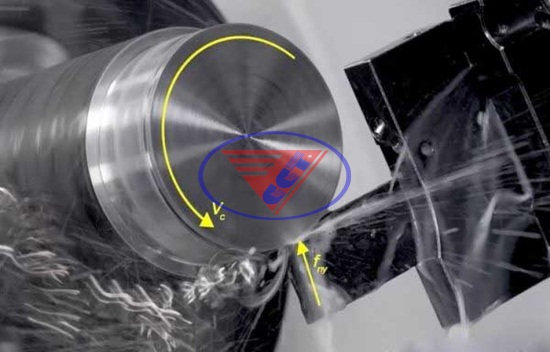
Độ to của lẩn chỉnh chiểu sâu cắt rốt cuộc cần nằm trong khoảng không dưới 0,05 mm. không tính nguyên liệu với tính biến dạng cứng do gia công, thí dụ nhưthép chổng mài mòn, người ta thêm một hoặc hai lẩn hành trình cắt tinh không dịch chỉnh ngang để đạt được độ bóng bễ mặt cao và dung sai kích thước nhỏ. Tốc độ cắt ở tiện ren được mua vào khoảng 25% phải chăng hơn so với luôn thể dọc trục nhằm ngăn chặn việc phát sinh nhiệt tại mũi dao. các phương pháp tiện rãnh phổ biến hiện nay khi sử dụng mảnh cắt lật mặt bằng hợp kim cứng thì tốc độ cắt ko cần nằm dưới 40 m/phút để tránh sự hình thành biên tích tụ.
Tốc độ cắt V ở tiện ren CNC buộc phải tốt hơn khoảng 25% so với tiện dọc trục
hình trạng học của mảnh cắt tráo trở và đài công cụ (đài dao, ổ gá dao). Để gia công tiết diện ren người ta thường sử dụng mảnh cắt nguyên tiết diện (Hình 2).
Đầu mũi ren được tạo dạng thành tiết diện ren chuẩn xác. bên cạnh đó cho mỗi bước ren bắt buộc dùng mảnh cắt khác. Mảnh cắt trở mặt Bán lẻ thiết diện với thể sử dụng cho đa dạng bước răng, qua đấy giảm giá bán lưu kho, đường kính luôn tiện thô (tiện phá) bắt buộc giữ nguyên. Góc nghiêng của mảnh cắt ren tạo thành góc thoát a (góc sau phụ) (Hình 3). tại chiều hướng trục mảnh cắt ren cũng nên nghiêng để góc sau phụ đủ to. (Hình 4).
Góc nghiêng dọc trục cần tương ứng mang góc bước ren, đạt được như thế qua việc thay đổi đệm lót (Hình 5).Trong gia công nhân tiện lỗ trong mang các con phố kính tiện nhỏ hay hay luôn tiện lỗ sâu, dao nhân thể khoét lỗ sở hữu thể bị lệch và rung. Lực cắt F dẫn nơi 1 độ võng (độ cong), lực bị động F đáy dao luôn tiện vào hướng tâm (Hình 1).
Nhằm giảm tối thiểu nguy cơ rung động và nguy cơ bị cong, dao luôn thể chỉ được phép nhô ra ko kể giá dao dài nhất là bổn lẩn tuyến đường kính cán dao (Hình 2). Dao tiện thể chổng rung động cho phép phẩn nhô ra không tính dài ra đến 7 lẩn tuyến phố kính của cán dao. Để sở hữu thể đạt được sự ổn định cao nhất, chiều dài kẹp bắt buộc tương ứng tối thiểu ba lẩn tuyến đường kính của cán dao.
https://www.machineshop.vn


Kết quả được khách hàng tìm kiếm từ Google:
Chưa có kết quả tìm kiếm từ google








Bán nhà phường vip phường hiệp phú